20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
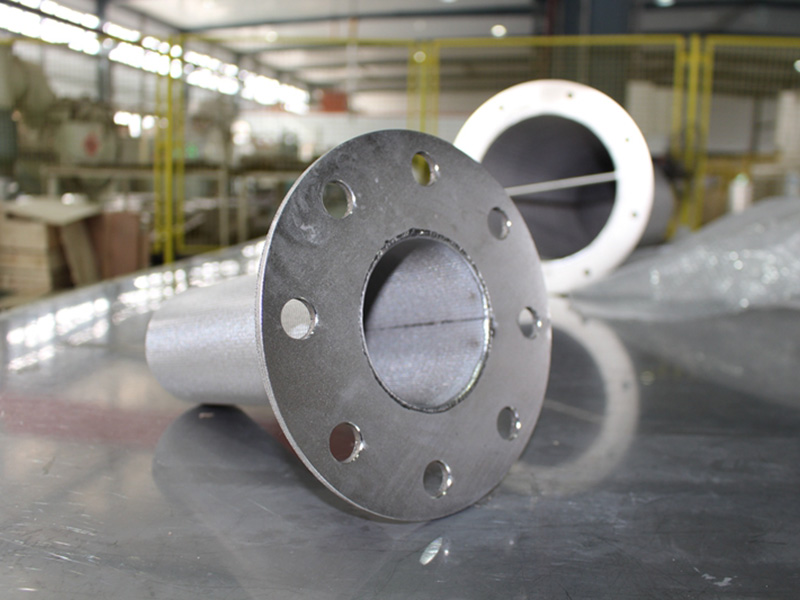
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
造成钛纤维烧结毡在生产过程中发生断丝的原因有什么呢?
1、模具上机的尺寸调节出现差错,在编织环节中会导致正常压缩比的比例混乱,导致断线。解决方法便是确保模具的上机尺寸一定要是正确尺寸。
2、模具上机环节中断油或者是断水,导致模具短期内跑大孔距,压缩比例发生失调的情况,进而断丝。解决方案便是及时给每一块模具添加润滑液,确保它的冷却和润滑。
3、当编织环节中发生柳条丝,收线速度过快就会导致烧结网不锈钢滤芯断丝。解决方案便是更换模具,确保柳条丝的现象不会再发生。
4、模具中某块天然路耗过快,导致编织中前后压缩比例失衡,发生断丝展现,主要表现为一个位置发生几次断丝。解决方法便是更换模具,调节前后压缩比例,一直到正常。
为什么不锈钢烧结毡会出现白点?
1.白点的出现是凝固过程中炼钢过程中钢水中吸收的氢沉淀的结果。 铸锭和铸钢具有许多可容纳空气的大内部孔隙,并且氢气在沉积时不会引起大的内应力。
对白斑不敏感。 锻造零件后,锻件内部压实,锻造较大的空气保持孔。 在冷却过程中,沉淀的氢原子与锻件内部的一些微孔中的成分结合(或与钢中的碳反应形成甲烷CH4)并产生相当大的压力(当钢中氢的质量分数为0.001%时) 在400℃时,该压力可以达到1200Pa或更高),金属膨胀,产生裂纹并膨胀。
2.白点,也称为氢脆,是大型锻件的主要缺陷,主要发生在中碳合金钢(马氏体和珠光体钢)的锻件中。 锻造尺寸越大,白点越容易形成。
锻造对白点敏感的大型钢锻件,特别是锻件,如转子和发电站的叶轮,应特别小心。 白点的特征在于在纵向裂缝上具有圆形或椭圆形形状和直径几微米至几十毫米的银色斑点,并且在白点附近没有塑性变形。 裂缝的来源是平行于轴线的平滑圆形区域。
3.白点的形成与压力有关。 当奥氏体转变为马氏体并分解成珠光体时,产生内应力。 铁素体钢和奥氏体钢由于冷却不发生相变,并且没有组织应力,因此通常不会出现白点。
尽管钢在冷却过程中具有较大的结构应力,但这些钢中稳定的氢化物和复合碳化物的形成阻碍了氢的沉淀,并且不会产生白点。
不锈钢烧结毡的烧结方法
不锈钢烧结毡的烧结方法指固态粉末经过成型后,在加热至一定温度的条件下开始收缩、致密化,**后形成致密坚实整体的过程。当然多孔材料等特殊制品除外。
烧结方法主要有以下几种:
①常压烧结法:在通常的大气压力和气氛条件下,根据材料,按所需的温度和时间进行烧结。常压烧结成本低,是**普通的烧结法。
②热压法:对于填充在模具内的粉料一边沿单轴方向加压,一边加热,有时温度上升后再加压,加热时几乎都采用高频感应法。此法烧结的材料强度高,致密性好。
③高温等静压法:此方法使物料受到各向同性的压力,这样就能在极低的温度下烧结,使常压不能烧结的材料有可能烧结。
此方法所得制品性能优良,是其他方法无法比拟的,但是高温等静压法设备及其运转费昂贵。
烧结毡除尘滤筒在烧结工艺中的总结
(1) 经过烧结炼铁工艺处理铬渣,能够比较彻底地对铬渣中的Cr6 + 进行解毒。
(2) 在现有烧结工艺条件下,配加一定量的铬渣,对烧结矿的主要技术指标无明显影响,烧结矿的质量有保证。
(3) 铬渣作为一种有毒的工业废物,在烧结生产工艺过程中可代替一定量的消石灰和白云石做烧结熔剂,能产生一定的经济效益。
(4) 经过采取严密的防护措施,不会产生二次污染。
(5) 在烧结配烧铬渣解毒过程中,会对烧结利用系数产生一定影响,铬渣配加量必须控制在1. 6 %以内。
(6) 为防止在配烧铬渣过程中岗位职工受到伤害,应为配烧铬渣岗位职工配发标准的劳动保护用品—披肩、护目镜、防毒防尘口罩、橡胶手套、高帮工作鞋。
(7) 利用烧结炼铁工艺解毒处理铬渣是一种**经济、处理量**大、处理速度**快的方法,值得推广。
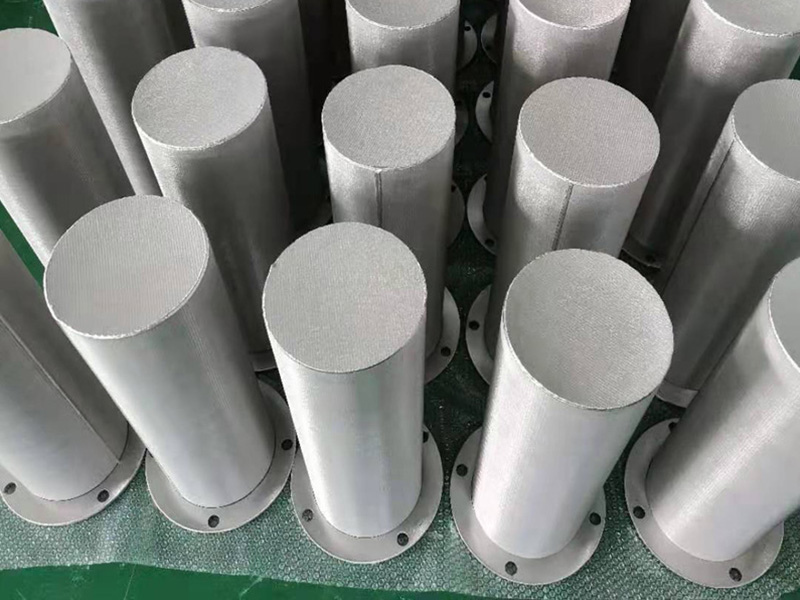
不锈钢金属烧结毡的特点
一、高孔隙率和优良的渗透率,压力损失少,流量大;
二、纳污容量大,过滤精度高,使用中压力曲线上升慢,更换周期长;
三、耐温耐腐蚀性能优良,在600℃可长期使用,耐硝酸、碱、有机溶剂、药品
的腐蚀;
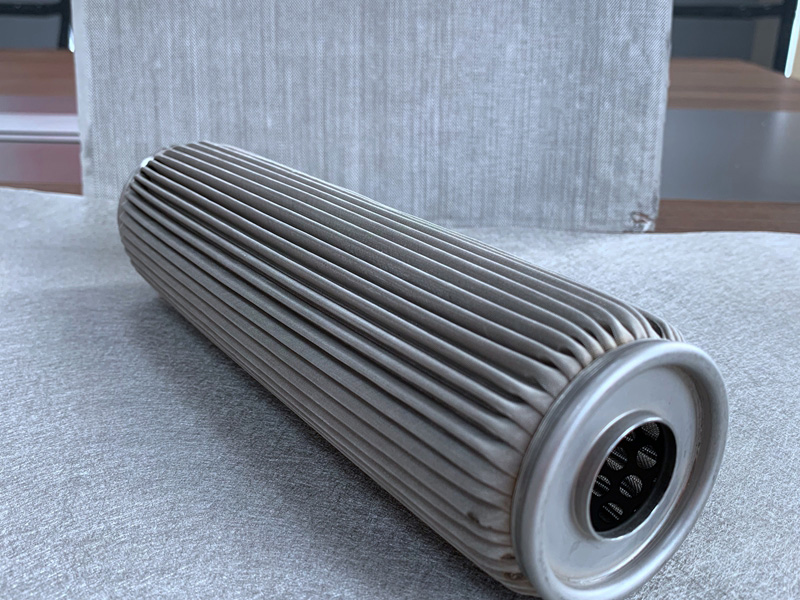
四、可折波,以增加过滤面积,并可焊接加工;
五、强度高,即使液体强烈冲刷、强烈震动,纤维也不脱落;
六、能够清洗再生,可以多次使用;