20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
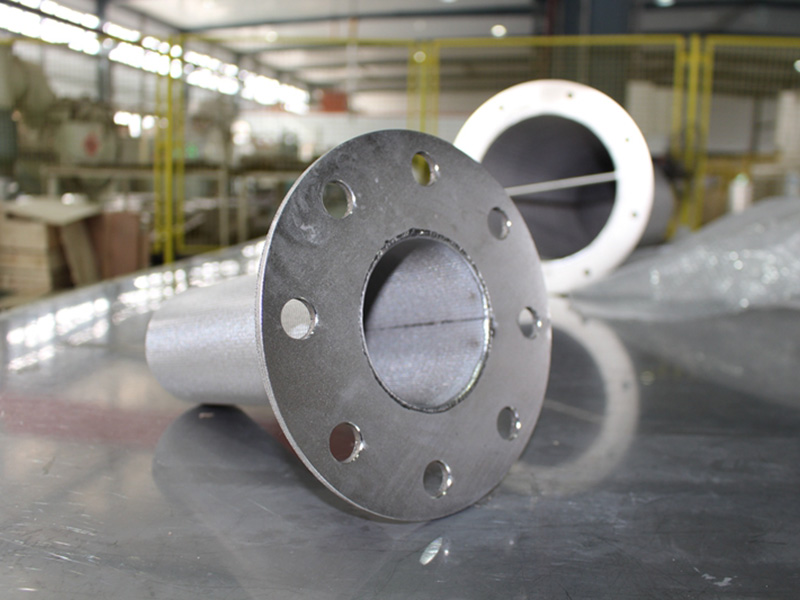
耐酸烧结网滤芯在设计时有哪些注意事项
1)孔径:也成微米等级,孔径定义了您需要过滤的介质是多大的
2)压降:指液体或气体流过过滤器时产生的压力损失。您必须确定您的使用环境,然后将其提供给过滤器制造商。
3)温度范围:滤芯在其运作中工作环境的温度有多高,您为滤芯选择的金属合金必须能够经受得住工作环境的温度。
4)强度:耐酸烧结网滤芯是要求高强度的**佳选择,另一个优点是它们在正向或反向流动中的强度都是一样的。
烧结网滤片是怎样制作出来的呢?
一、烧结网滤片的材料:
1.需要预备的是钢丝网,钢板,铝板,铜板等。其中铜板和铝板具有更佳的延展性使用率**高。
2.烧结网滤片使用的机械设备:主要是冲床。利用冲床的压力将金属板和不锈钢丝网冲压成型。
二、烧结网滤片的制作步骤:
1.使用吨数较小的冲床将不锈钢丝网冲成小圆片,或者小方片。以及其他形状的片。
2.冲钢板(不锈钢板,镀锌板,铝板,铜板),将金属板冲压成圆环形状,并进行收口。
3.把冲压好的不锈钢丝网片放进圆环内。
4.再次对圆环进行冲压拍平
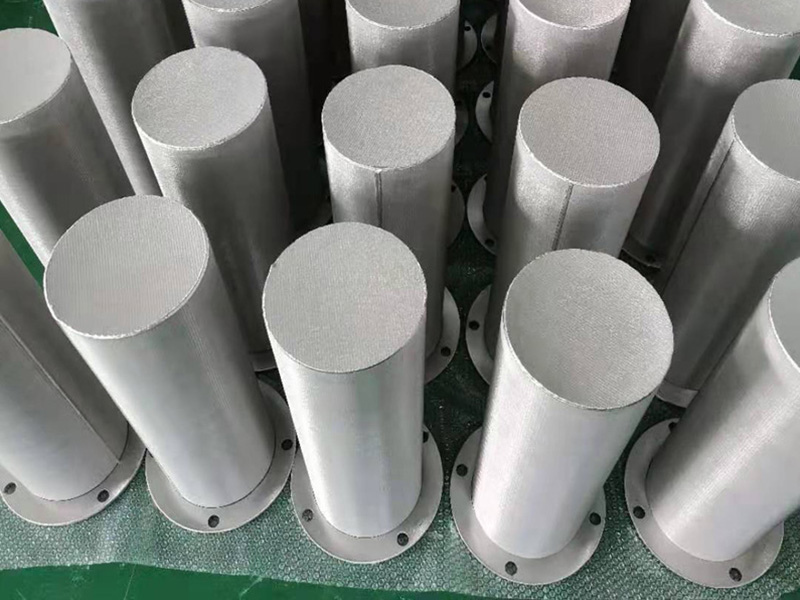
金属烧结网烧结与热处理工艺操作包括:装料、抽真空、脱气、加热、充氩气、保温、冷却、出炉等进程。
装炉是先将压坯装在烧结用的托盘或料盒中。托盘或料盒用钼片、耐热钢或石墨等耐高温资料制成,以免在烧结时变形。装料时要求压坯之间不直接触摸,以避免坯块在烧结时相互粘连,也可用钼片将坯块互相隔开。然后将装好料的托盘或料盒推人炉内,盖好炉盖并密封。
开动真空机组抽真空,抽除烧结室内的空气和附着在压坯上的气体。用机械泵抽真空至高真空泵人口要求的真空度后,再打开高真空泵。一般要求二级抽真空到1.3XlO-ZPa。
炉子通电加热,在400—500~C温度下持续抽气。这一进程可消除压坯的残余应力,也使压坯内外吸附的气体及成型时增加的润滑剂、造粒剂等有机介质逐步分化和蒸发。
脱气后使炉子升温到烧结温度。关于不同的资料,烧结温度也不同,应**测定和控制烧结温度。温度过高会使制品软化和变形,晶粒粗大甚至报废。烧结温度过低,压坯细密化速度变慢,延长了烧结时刻,使设备利用率下降,一起会使产品功能达不到要求。
跟着温度的升高,在抽真空作用下,压坯内气体扫除趋于彻底。关于在维护气氛下的烧结,此时要向烧结室充人氩气,使烧结在维护气氛中完成。充氩气后中止真空机组作业,以减少功率消耗。
金属烧结网在烧结温度下保温一段时刻,使烧结进程中所发作的坯体细密化充分进行,给制品的气孔缩短、消除以及向晶体转变以满足的时刻。保温时刻的长短视烧结制品的多少和尺寸大小而定。可采用测量制品的密度和磁功能来确认合适的烧结温度和保温时刻。
金属烧结网滤芯烧结后的制品温度很高,假如直接出炉会引起焚烧和粉化,因而出炉前有必要冷却。冷却速度对磁体功能有一定影响,缓慢冷却时,磁体内的相结构会发作变化,产生一些对磁功能晦气的相,因而应快速冷却,以保持烧结态的相结构。在生产中,烧结体的冷却与热处理联接进行。
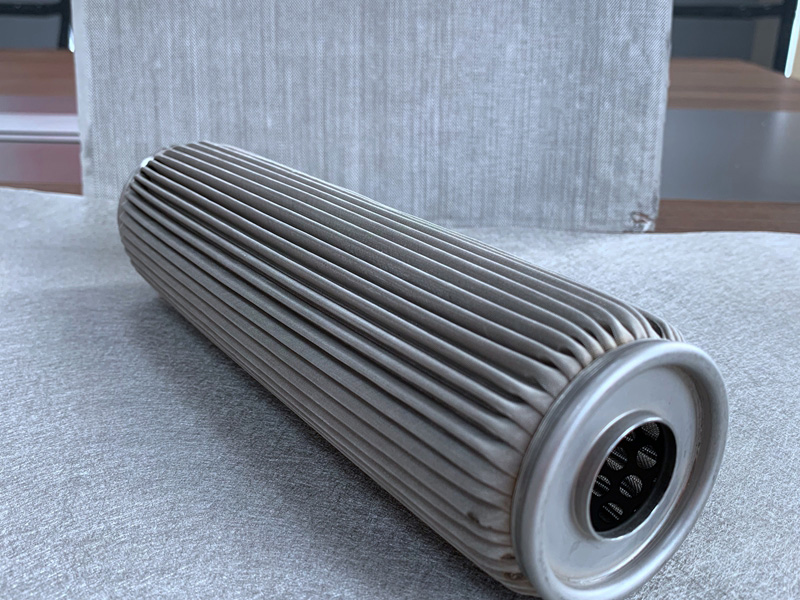
如何提高粉末烧结滤芯的使用寿命,使用时请注意以下细节问题:
1.污染物加载一个粉末烧结滤芯污染物加载过程就是堵塞滤芯通孔的过程。当粉末烧结滤芯被污染颗粒堵住时,能够通过液流的孔减少,要保证通过滤材的流量,压差就要增大。
2.可使系统快速达到并维持期望的油液清洁水平。玻璃纤维及合成纤维经特殊混纺制成或进口玻璃纤维为滤材,楔形折叠造型以加大过滤面积,制成筒式结构。具有阻力小、容污量达标、易更换等特点。
3.在初始阶段,由于滤材上有许多孔,通过粉末烧结滤芯的压差增长很慢,堵塞的孔对整个压力损失影响很小。
4.当堵塞孔达到一个值时,堵塞非常迅速,在这一点,通过滤芯的压差上升非常快。一个滤芯滤材孔的数量、尺寸、形状和分布表明了为何一个滤芯比另一个滤芯寿命长的原因。
5.当发现压力增大时,这说明液流中的杂质已经将粉末烧结滤芯钢网堵塞了,这是我们要及时取下滤芯用纯净的自来水进行反复清洗。低压系列滤芯还设有旁通阀,当滤芯未及时更换时,旁通阀能自动打开,保证系统正常运转。
不锈钢烧结网虑盘抛光中要注意的问题
用砂纸抛光应注意以下几点:
( 1 )用砂纸抛光需要利用软的木棒或竹棒。在抛光圆面或球面时,使用软木棒可更好的配合圆面和球面的弧度。而较硬的木条像樱桃木,则更适用于平整表面的抛光。修整木条的末端使其能与钢件表面形状保持吻合,这样可以避免木条(或竹条)的锐角接触钢件表面而造成较深的划痕。
( 2 )当换用不同型号的砂纸时,抛光方向应变换 45 ° ~ 90 °,这样前一种型号砂纸抛光后留下的条纹阴影即可分辨出来。在换不同型号砂纸之前,必须用 100 %纯棉花沾取酒精之类的清洁液对抛光表面进行仔细的擦拭,因为一颗很小的沙砾留在表面都会毁坏接下去的整个抛光工作。从砂纸抛光换成钻石研磨膏抛光时,这个清洁过程同样重要。在抛光继续进行之前,所有颗粒和煤油都必须被完全清洁干净。
( 3 )为了避免擦伤和烧伤工件表面,在用 #1200 和 #1500 砂纸进行抛光时必须特别小心。因而有必要加载一个轻载荷以及采用两步抛光法对表面进行抛光。用每一种型号的砂纸进行抛光时都应沿两个不同方向进行两次抛光,两个方向之间每次转动 45 ° ~ 90 °。
钻石研磨抛光应注意以下几点:
( 1 )这种抛光必须尽量在较轻的压力下进行特别是抛光预硬钢件和用细研磨膏抛光时。在用 #8000 研磨膏抛光时,常用载荷为 100~200g/cm2 ,但要保持此载荷的精准度很难做到。为了更容易做到这一点,可以在木条上做一个薄且窄的手柄,比如加一铜片;或者在竹条上切去一部分而使其更加柔软。这样可以帮助控制抛光压力,以确保模具表面压力不会过高。
( 2 )当使用钻石研磨抛光时,不仅是工作表面要求洁净,工作者的双手也必须仔细清洁。
( 3 )每次抛光时间不应过长,时间越短,效果越好。如果抛光过程进行得过长将会造成“橘皮”和“点蚀”。
( 4 )为获得高质量的抛光效果,容易发热的抛光方法和工具都应避免。比如:抛光轮抛光,抛光轮产生的热量会很容易造成“橘皮”。
( 5 )当抛光过程停止时,保证工件表面洁净和仔细去除所有研磨剂和润滑剂非常重要,随后应在表面喷淋一层模具防锈涂层。
由于不锈钢烧结网虑盘抛光主要还是靠人工完成,所以抛光技术目前还是影响抛光质量的主要原因。除此之外,还与模具材料、抛光前的表面状况、热处理工艺等有关。