20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
不锈钢金属烧结毡的作用特性分类
(1)透明型,主要是低损耗**缘体,如大多数高分子材料及部分非金属材料,可使微波部分反射及部分穿透,很少吸收微波,这类材料可以长期处于微波场中,发热量极小,常用作加热腔体内的透波材料,如四氟乙烯等可用于微波真空腔体的透波隔板。
(2)全反射型,主要是导电性能良好的金属材料,这些材料对微波的反射系数接近于1,仅极少量的入射微波能透入,可用作微波加热设备中的波导、微波腔体、搅拌器等;
(3)吸收型,主要是一些介于金属与**缘体之间的电介质材料,包括纺织纤维材料、纸张、木材、碳化硅、氧化锆、荧光粉、陶瓷、水、石蜡等,微波烧结技术的应用对象主要是陶瓷材料和金属粉末材料。微波烧结技术的特点微波加热具有整体性、瞬时性、选择性、环境友好性、安全性及高效节能等特点。
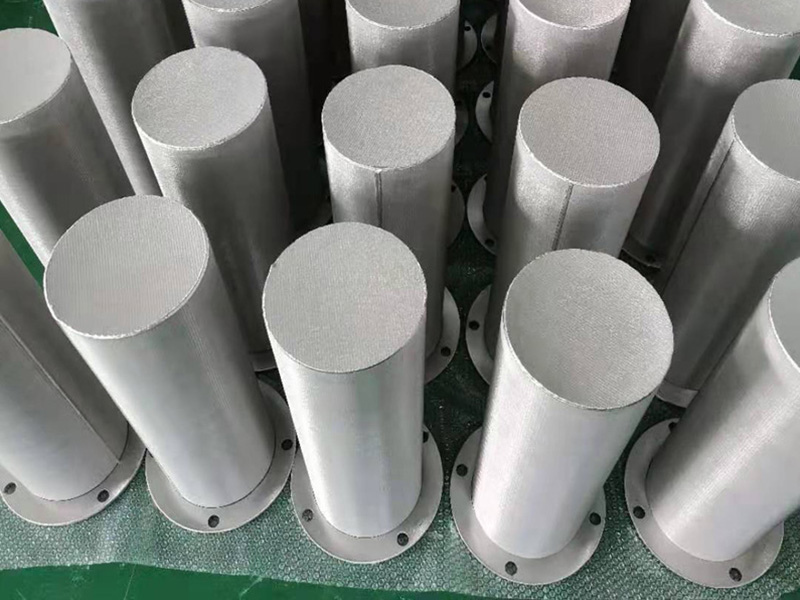
烧结毡滤网工艺的制作阶段
1.低温预烧阶段
在此阶段主要发生金属的回复及吸附气体和水分的挥发,压坯内成形剂的分解和排除等。
2.中温升温烧结阶段
此阶段开始出现再结晶,在颗粒内,变形的晶粒得以恢复,改组为新晶粒,同时表面的氧化物被还原,颗粒界面形成烧结颈。
3.高温保温完成烧结阶段
此阶段中的扩散和流动充分的进行和接近完成,形成大量闭孔,并继续缩小,使孔隙尺寸和孔隙总数有所减少,烧结体密度明显增加。
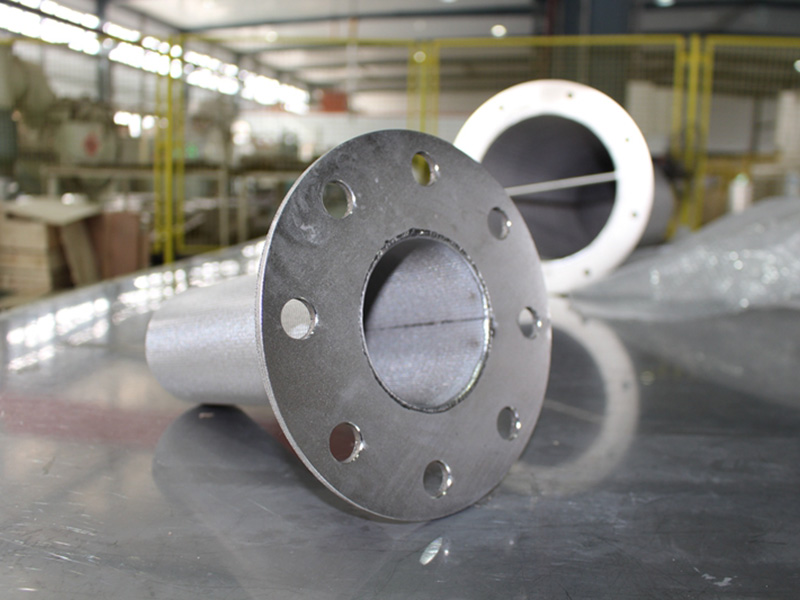
不锈钢纤维烧结毡滤芯的反洗再生特性
不锈钢纤维烧结毡滤芯的过滤材料主要采用不锈钢纤维烧结毡和不锈钢方孔网为过滤材料,烧结毡滤芯的各个密封接口采用氩弧焊接工艺制作,滤芯直缝采用等离子自动焊接技术保证焊缝无焊渣焊瘤焊漏等现象,过滤各层滤网加工之前都要进行透光检测,透光不合格的不锈钢滤网一律不能采用,这样才能保证基础材料的性能,然后把多层不锈钢滤网叠加采用多褶折叠工艺进行加工,构建成一个完整的滤芯,多褶折叠加工工艺可以在同样尺寸的条件下,滤芯过滤面积增加三倍到五倍,可以让过滤效率更高。
整体焊接后还要对滤芯进行试验,检验每件滤芯是否达到规定要求。尤其对于较高含污量的液/固分离操作,这类将过滤设计为多层的组合结构,其过滤机制以表层网孔和滤饼捕捉为主。由单层较细金属丝网烧结所形成的过滤层属于直接拦截过滤,其优点就是将具有一定尺寸分布的杂质颗粒直接拦截在滤网外层表面,形成一层均匀的滤饼,进而随着滤饼的逐渐形成,又可以拦截到更小规格的颗粒,而且滤材表面形态均匀规则,网孔内部孔道光滑,既有利于滤饼层的快速形成,又便于滤渣的清除分离,因而烧结毡滤芯具有非常**的反洗再生特性,可以长期反复使用,特别适应于系统连续化运行和自动化操作等过滤技术的发展。
不锈钢金属烧结毡中金属纤维的制备方法
(1)熔体纺丝法:这是一种普遍用来生产玻璃纤维及合成纤维的方法,已成功地用于生产铝、锡、锌及铅等低熔点金属的纤维,可制出直径为25~250um的长纤维。但传统的熔融纺丝法不能简单地用于高熔点金属,因这些液态金属的表面张力大,故从喷丝孔喷出的液态金属丝很快断开变成球状,因此难以制出具有一定长度的金属纤维。采取以下措施可在不同程度上解除这种困难:一是利用间接物理方法使喷流稳定,二是改变液体喷流的表面状态,三是加速喷出金属的热量转移,使液态纤维在球化之前即凝固。
(2)悬滴熔体牵引法:不锈钢金属纤维烧结毡采用这种装置主要为加热器和激冷轮两个部分。金属线在加热器内熔化形成液滴,液滴表面与高速旋转的冷轮接触,以105℃/s的冷却速度凝固,并由激冷轮的离心力作用而抛出,金属线逐渐送入加热器形成连续的生产过程。所得小直径(25~75/um)的金属纤维基本呈圆形,大直径的金属纤维则呈弯月状。
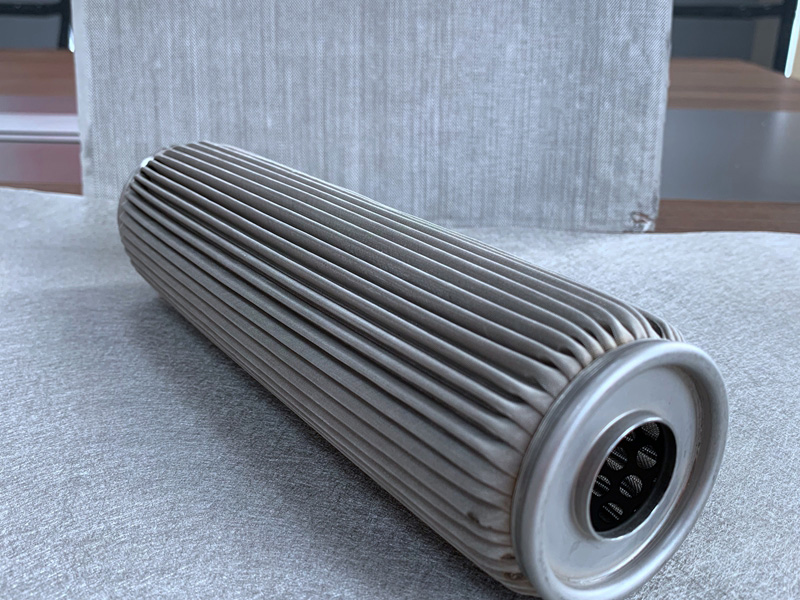
烧结毡反吹滤芯怎样做出正确的选择
过滤精度高,压差小,流量大,纳污量大,运用寿命长;过滤孔径内小外大,具有良好深层过滤作用;滤芯由多种资料制成,可各种液体过滤要求,到达佳过滤作用。过滤精度:滤芯长度作业压力:≤0.5MPa;大压降:0.2MPa;、作业温度。
丙纶线:≤60℃;脱脂棉线:不锈钢骨架≤120℃。折叠滤芯折叠滤芯是一种固定型深度过滤芯,选用纯聚丙烯制成。滤芯介质选用聚丙烯热溶纤维膜,不运用表面活性剂或粘接剂,产品具有的化学适用性。耐酸、碱等化学试剂及有机溶剂腐蚀。
有亲水和亲气性,适用于各种液体和气体的过滤;可反冲,不行再生;作业压差低:熔喷滤芯熔喷滤芯是选用无毒无味的聚丙烯粒子,通过加热熔融、喷丝、牵引、承受成形而制成的管状滤芯。本身洁净度高,对水质无污染。