20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
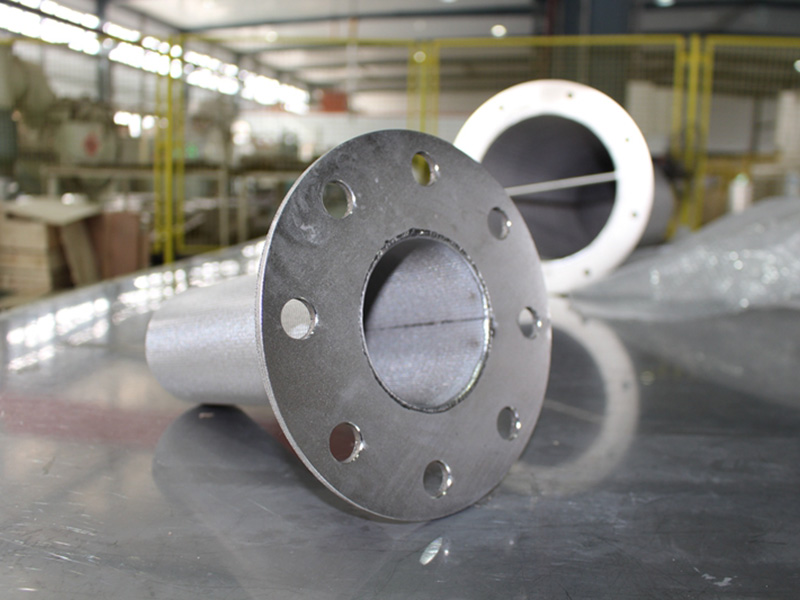
不锈钢金属烧结毡中金属纤维的制备方法
(1)熔体纺丝法:这是一种普遍用来生产玻璃纤维及合成纤维的方法,已成功地用于生产铝、锡、锌及铅等低熔点金属的纤维,可制出直径为25~250um的长纤维。但传统的熔融纺丝法不能简单地用于高熔点金属,因这些液态金属的表面张力大,故从喷丝孔喷出的液态金属丝很快断开变成球状,因此难以制出具有一定长度的金属纤维。采取以下措施可在不同程度上解除这种困难:一是利用间接物理方法使喷流稳定,二是改变液体喷流的表面状态,三是加速喷出金属的热量转移,使液态纤维在球化之前即凝固。
(2)悬滴熔体牵引法:不锈钢金属纤维烧结毡采用这种装置主要为加热器和激冷轮两个部分。金属线在加热器内熔化形成液滴,液滴表面与高速旋转的冷轮接触,以105℃/s的冷却速度凝固,并由激冷轮的离心力作用而抛出,金属线逐渐送入加热器形成连续的生产过程。所得小直径(25~75/um)的金属纤维基本呈圆形,大直径的金属纤维则呈弯月状。
铁铬铝纤维烧结毡在折叠滤芯需注意什么
**先弄分明是过滤液体还是气体。并依据液体或者气体的特性选择滤膜资料或者是密封资料(参考化学兼容性表),过滤水溶液普通用亲水膜,过滤有机溶剂能够选用疏水膜,过滤空气用疏水膜。
过滤的流量依据消费工艺提供的通量来思索过滤器大小,滤芯数量。普通来说滤芯(10英寸)的流量为0.5吨/小时(过滤水的通量),比方要到达1.0T的通量,能够选用一芯30英寸的过滤器,适量的留一些余地,由于随着过滤的停止,杂质在滤膜表层积聚。
会招致通量降落,假如选用一芯20英寸的过滤器,那么则有可能达不到请求,压力、温度依据过滤时的过滤温度上下、压力上下,消毒条件等来肯定适宜的滤芯。普通的滤芯工作温度在80~90℃。活性炭纤维为65℃,不锈钢折叠为200℃。
钛烧结滤芯可到达280℃,压力为0.42Mpa/正向,钛烧结的为0.5Mpa,不锈钢折叠滤芯为0.6Mpa.过滤请求过滤需求到达的水平或者说精度(除菌、除颗粒请求)。深层膜过滤和膜过滤,两者的过滤**率是不一样的,例如除菌根本上选用精度0.2um;去除可见颗粒选择相对精度10-20um即可。
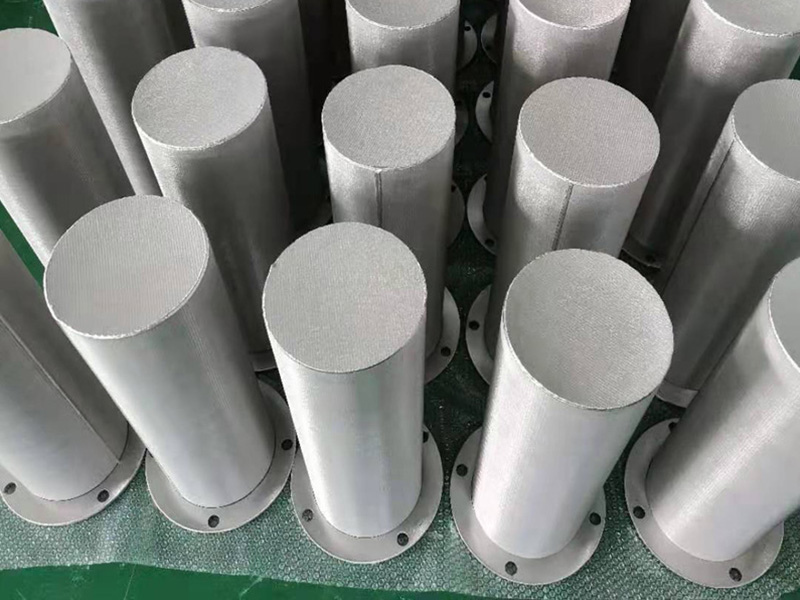
纤维丝径对纤维烧结毡的影响
当烧结温度一定时,纤维丝径对纤维搭接点形貌的影响较大,本文以1 250 ℃为例进行分析。由上述分析可知,在1 250 ℃温度下,4 μm纤维在烧结颈处完全熔合在一起,6 μm纤维在烧结颈处部分熔合,8 μm纤维烧结颈未发生熔合且烧结颈直径大于纤维丝径,12 μm纤维烧结颈直径小于纤维丝径,22 μm纤维毡烧结颈直径较小,且在电镜检测烧结颈时不易发现,只在纤维某些特殊位置才能发现。另外,在同等条件下,纤维丝径越细,烧结速度越快。
纤维丝径对纤维烧结毡的影响主要有以下2个方面:1)纤维丝径越细,纤维的比表面积越大,纤维表面原子的表面能垒越低,且原子扩散距离减小,同等条件下细丝径纤维率**行表面扩散,并完成烧结的3个过程,粗丝径纤维烧结速度则较慢,甚至纤维搭接点还没有完成表面扩散;2)由于金属纤维特殊的生产工艺,细丝径的金属纤维储存了更多的形变能,当烧结进入到中后期主要发生晶界扩散和体扩散,此时形变能将作为烧结驱动力提高晶界扩散和体扩散的速度,丝径为4和6 μm纤维毡由于沿长方向的原子扩散,烧结颈附近纤维开始出现收缩的现象。
金属纤维烧结毡作为一种过滤材料,在烧结之前,其纤维随机排列,相互接触,此时纤维烧结毡还不是一个整体,纤维之间无法保持一定的孔结构;经过烧结后,纤维烧结毡就具备了一定的强度和结构。纤维搭接点的扩散焊接对纤维烧结毡的性能有着很大的影响,如纤维过熔,将影响纤维毡的平均孔径,甚至出现漏点。纤维烧结毡的状态将影响纤维毡的韧性和强度,纤维烧结毡后的晶粒大小将影响纤维烧结毡的耐蚀性能等。
不锈钢折叠烧结毡滤芯更换频繁的原因主要有哪些呢?
1、原水水质不稳定,经常性波动,导致进入滤芯的颗粒性物质过多,造成周期缩短;
2、预处理运行**果差,预处理投加的絮凝剂、阻垢剂等相互不兼容或与水源不匹配,形成的粘状物质附着在滤芯表面,导致滤芯有**过滤面积降低,造成滤芯更换频繁;
3、滤芯质量不好,质量差的滤芯内外孔径基本相同,实际上只有外层起拦截作用,而好的滤芯过滤孔径是由外向内逐级减小,**内层过滤精度为5±0.5μm,纳污量大更大,用的时间长还能**出水水质合格。
总的来说,不锈钢折叠烧结毡滤芯滤芯作为一种在很多的地方都会运用到的产品,它的性能是**高的,但是随着用的时间逐渐变长,我们也需要对不锈钢折叠烧结毡滤芯滤芯进行保养,从而延长不锈钢折叠烧结毡滤芯滤芯的使用寿命。
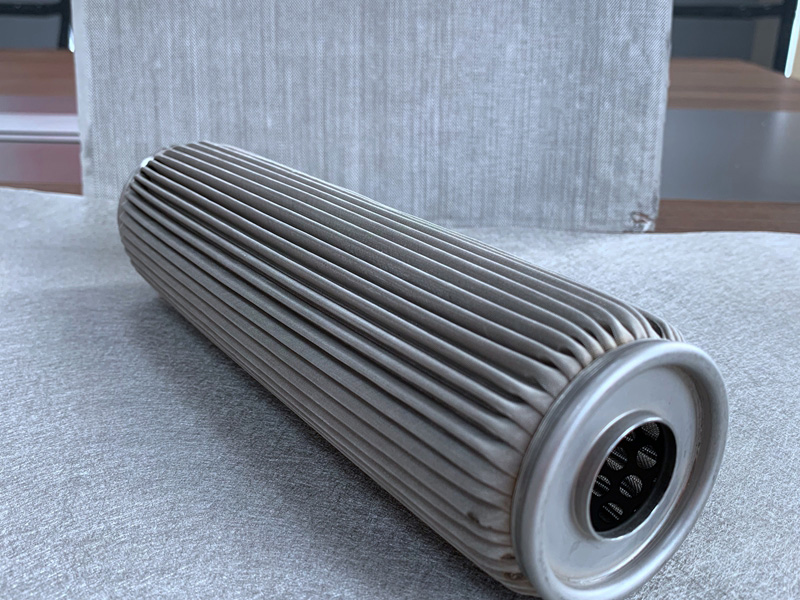
不锈钢纤维烧结毡滤芯的反洗再生特性
不锈钢纤维烧结毡滤芯的过滤材料主要采用不锈钢纤维烧结毡和不锈钢方孔网为过滤材料,烧结毡滤芯的各个密封接口采用氩弧焊接工艺制作,滤芯直缝采用等离子自动焊接技术保证焊缝无焊渣焊瘤焊漏等现象,过滤各层滤网加工之前都要进行透光检测,透光不合格的不锈钢滤网一律不能采用,这样才能保证基础材料的性能,然后把多层不锈钢滤网叠加采用多褶折叠工艺进行加工,构建成一个完整的滤芯,多褶折叠加工工艺可以在同样尺寸的条件下,滤芯过滤面积增加三倍到五倍,可以让过滤效率更高。
整体焊接后还要对滤芯进行试验,检验每件滤芯是否达到规定要求。尤其对于较高含污量的液/固分离操作,这类将过滤设计为多层的组合结构,其过滤机制以表层网孔和滤饼捕捉为主。由单层较细金属丝网烧结所形成的过滤层属于直接拦截过滤,其优点就是将具有一定尺寸分布的杂质颗粒直接拦截在滤网外层表面,形成一层均匀的滤饼,进而随着滤饼的逐渐形成,又可以拦截到更小规格的颗粒,而且滤材表面形态均匀规则,网孔内部孔道光滑,既有利于滤饼层的快速形成,又便于滤渣的清除分离,因而烧结毡滤芯具有非常**的反洗再生特性,可以长期反复使用,特别适应于系统连续化运行和自动化操作等过滤技术的发展。