20年生产经验
20年生产经验
专注过滤产品研究
全国咨询服务电话
18838707119
20年生产经验
专注过滤产品研究
18838707119
先进真空烧结生产线·精密检测设备
应用广泛 精度稳定 纳污量大 自主研发
铁铬铝纤维烧结毡的产品特点
(1)强度好:由于有四、五层做支撑,具有**的机械强度和耐压强度。
(2)易清洗:由于采用的是表层过滤材料,具有用以清洗的特点,特别适用于反冲洗。
(3)易加工:适合裁剪、折弯、冲压、拉伸、焊接等加工工艺。
(4)耐高温:可承受480℃的高温。
(5)耐腐蚀:由于采用的是SUS316L、304材料,故耐腐蚀性强。
(6)过滤精度:过滤精度范围共1μ-100μ,都有可靠的过滤性能。
(7)稳定性:由于有上下两层丝网做保护,加扩散固熔的烧结工艺其过滤网不易变形。
烧结温度对纤维烧结毡的影响
烧结工艺是影响金属纤维烧结毡微结构的一个关键过程,而烧结温度是金属纤维烧结毡工艺**重要的参数,本文以6 μm纤维毡为例进行分析。6 μm纤维毡在这3种温度下都有明显的烧结颈,但是在3种温度下纤维烧结毡展现了3种不同的形貌。a是6 μm纤维在1 200 ℃烧结后形成的烧结颈,上下2根垂直的纤维在相切处形成烧结颈,且烧结毡的直径大于纤维直径,但是2根纤维没有熔合的趋势;当烧结温度为1 250 ℃时,2根垂直纤维的烧结毡直径比1 200 ℃时更大,且烧结毡附近处纤维有熔合的趋势,这反映了烧结毡处形成的新晶界通过晶界扩散同时向上下2根纤维推进,且烧结毡附近纤维直径有所收缩,这可能是因为随着烧结温度的升高,金属原子沿着纤维长度方向扩散至烧结毡处,导致纤维直径收缩,而1 200 ℃的纤维烧结毡没有此现象;当烧结温度为1 300 ℃时,烧结毡附近的纤维有明显的融合,这是由于烧结温度继续升高,晶界扩散更快,烧结毡附近纤维中物质扩散到新晶粒中,从而熔合在一起,此时烧结毡处纤维也有比较明显的收缩,6 μm纤维毡在1 300 ℃时无熔断。
纤维烧结毡搭接点的焊接是通过扩散进行的。烧结初期,相互接触的纤维搭接点逐渐形成烧结毡的连接,此时搭接点是不连续的,且有大量孔隙,扩散的主要机制是表面扩散;烧结中期,烧结毡的孔隙逐渐消失,烧结毡逐渐形成晶界,此时扩散的主要机制是晶界扩散;烧结后期,烧结毡附近晶粒开始长大,此时晶粒长大体扩散是主要机制。扩散的实质是原子的热运动,温度显著影响着原子扩散速度,对于表面扩散来说,只有当烧结温度足以使纤维表面原子的热运动克服表面能垒时,才能形成烧结毡,因此纤维烧结毡应超过一定温度。同样,烧结温度影响着纤维原子晶界扩散的速度,烧结温度越高晶界扩散速度越快,纤维烧结毡速度越快;但是过高的烧结温度会使纤维出现晶粒过大、丝径收缩和过熔等缺陷,这是纤维烧结毡工艺需要避免的。
影响金属烧结毡外观的焊点怎样处理
表面处理方法:为了处理表面,去除变色和重新恢复耐腐蚀性能,现在有许多后处理手段。再这里我们应当区别化学方法和机械方法。
化学方法有:金属烧酸洗(通过浸泡,用酸洗钝化膏或喷雾),辅助钝化(酸洗后)和电解抛光。
使用化学方法去除金属烧结毡滤芯表面的氧化物和其他污染物,同时用机械方法有可能擦去以前被清除的材料、抛光材料或淹没材料造成的污染。有些污染尤其是外来铁颗粒都可能成为腐蚀的来源,特别是在潮湿环境中。因此,机械清理表面应当在干燥条件下进行正规清理。
金属纤维烧结毡的烧结工艺
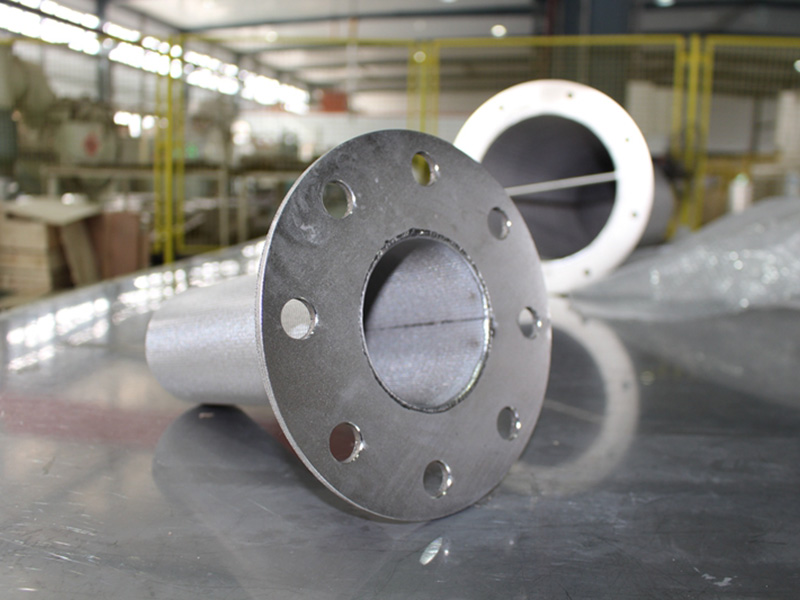
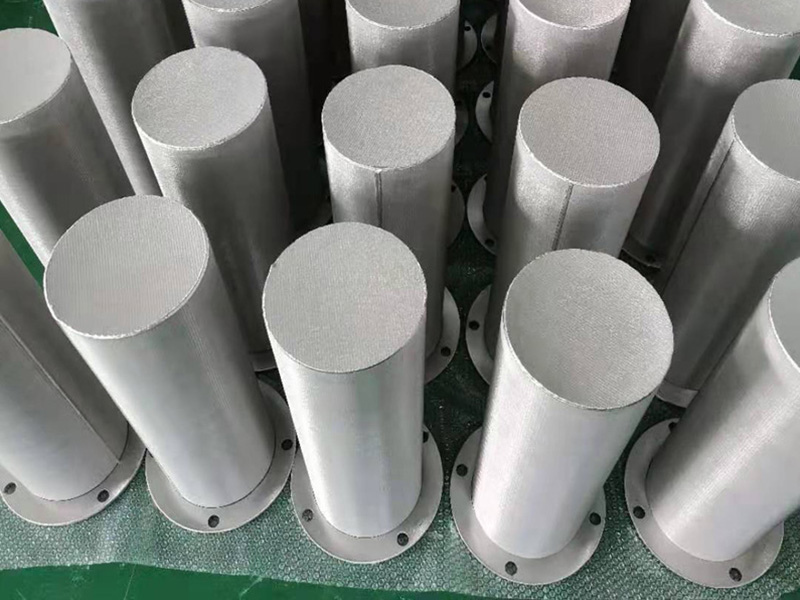
金属纤维烧结毡是采用直径到达微米级的金属纤维丝像无纺布那样铺棉、按照必定配比经高温真空烧结炉里烧结而成。不锈钢烧结毡能够代替金属丝网简单阻塞、简单破损的弊端,也能够代替粉末过滤产品强度差、流量小的缺点。
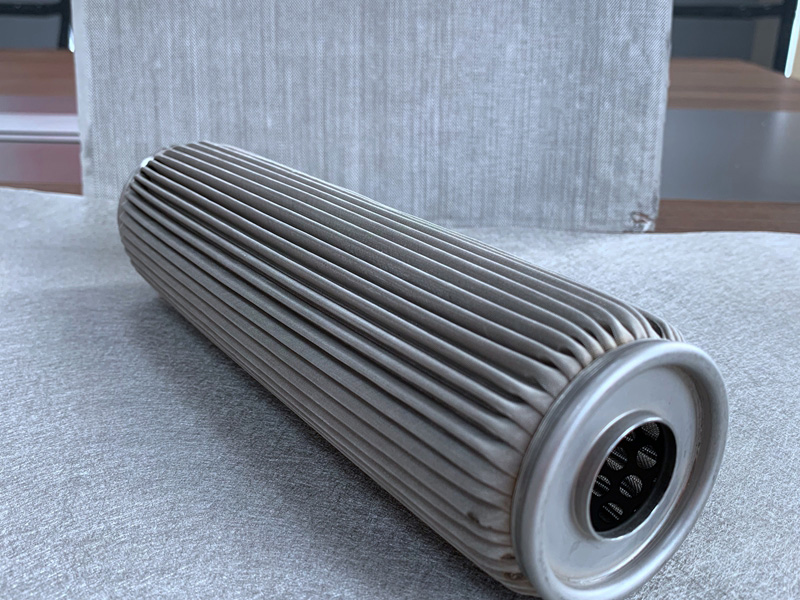
金属纤维烧结毡具有一般滤纸、滤布不能相媲美的耐温、耐压的特点,因此不锈钢金属烧结毡是理想的耐高温、高精度的过滤资料咱们出产的金属纤维烧结毡质料可以做成金属折叠熔体滤芯、金属纤维烧结毡耐高温金属滤袋等产品。不锈钢烧结滤芯是以不锈钢粉末为质料。
通过高温烧制而成的过滤芯,过滤精度高可达5um,渗透性好,机械强度高,适用于较高温度和有腐蚀性的环境。用于水处理、食品、石油、化工、冶金工业,防尘防尘等。性能指标:精度规模:5-100um;耐温:400℃;易清洗,可再生,强度高,可加工,可焊接,孔隙均匀,可用于物料分布,可在各种酸碱环境下正常稳定使用。
铜烧结滤芯:铜粉末烧结滤芯是由铜粉末,装入加工好的模具里,经高温烧制而成形。铜粉末的颗粒巨细在20-300目之间,不同直径巨细的铜粉末构成的铜滤芯孔隙巨细不一样,对应的精度在3-100微米,目数越大,精度越小。孔道纵横交错,耐高温、抗急冷急热。抗腐蚀。适用于多种酸、碱等腐蚀性介质。
为什么不锈钢烧结毡会出现白点?
1.白点的出现是凝固过程中炼钢过程中钢水中吸收的氢沉淀的结果。 铸锭和铸钢具有许多可容纳空气的大内部孔隙,并且氢气在沉积时不会引起大的内应力。
对白斑不敏感。 锻造零件后,锻件内部压实,锻造较大的空气保持孔。 在冷却过程中,沉淀的氢原子与锻件内部的一些微孔中的成分结合(或与钢中的碳反应形成甲烷CH4)并产生相当大的压力(当钢中氢的质量分数为0.001%时) 在400℃时,该压力可以达到1200Pa或更高),金属膨胀,产生裂纹并膨胀。
2.白点,也称为氢脆,是大型锻件的主要缺陷,主要发生在中碳合金钢(马氏体和珠光体钢)的锻件中。 锻造尺寸越大,白点越容易形成。
锻造对白点敏感的大型钢锻件,特别是锻件,如转子和发电站的叶轮,应特别小心。 白点的特征在于在纵向裂缝上具有圆形或椭圆形形状和直径几微米至几十毫米的银色斑点,并且在白点附近没有塑性变形。 裂缝的来源是平行于轴线的平滑圆形区域。
3.白点的形成与压力有关。 当奥氏体转变为马氏体并分解成珠光体时,产生内应力。 铁素体钢和奥氏体钢由于冷却不发生相变,并且没有组织应力,因此通常不会出现白点。
尽管钢在冷却过程中具有较大的结构应力,但这些钢中稳定的氢化物和复合碳化物的形成阻碍了氢的沉淀,并且不会产生白点。